A damaged pipe weld can bring an entire operation to a standstill, making 6G pipe repairs & welding an urgent priority for many businesses. Whether it happens at a manufacturing facility in Mississauga, a construction site in Toronto, or an agricultural operation outside Hamilton, unexpected pipe failures often lead to downtime, safety concerns, and costly delays.
For businesses that depend on piping systems to transport liquids, gases, or process materials, every hour of downtime matters. In many cases, moving damaged equipment to a welding shop is not practical. Large industrial systems, structural piping networks, and field-installed pipe assemblies often require repairs where they are located.
How GTA Welders Handle 6G Pipe Repairs?
This is where 6G Welding plays an important role. Known as one of the most challenging welding positions in the industry, 6G pipe welding requires a high level of skill, precision, and experience. Mobile welding companies that specialize in complex pipe repairs can perform critical welding work directly on-site, helping businesses restore operations while minimizing disruption.
Understanding how mobile welding companies approach complex 6G Pipe Welding Services can help property managers, contractors, facility operators, and equipment owners make informed decisions when pipe failures occur.
Understanding the Problem
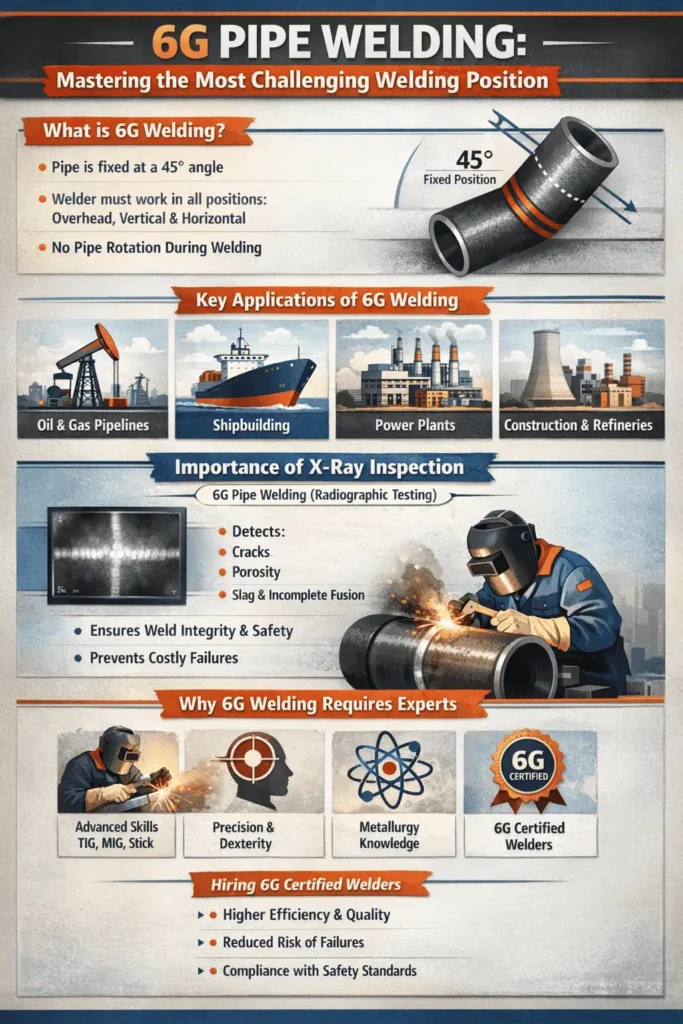
What Is 6G Welding?
6G Welding refers to a pipe welding position where the pipe is fixed at approximately a 45-degree angle and cannot be rotated during welding. The welder must work around the pipe while maintaining consistent weld quality throughout the entire joint.
This position is widely recognized as one of the most demanding welding tests and real-world applications because it combines multiple welding positions into a single weld.
Why Do Pipe Weld Failures Occur?
Pipe weld failures can develop for several reasons, including:
- Corrosion and rust
- Vibration from equipment operation
- Thermal expansion and contraction
- Material fatigue
- Improper installation
- Environmental exposure
- Heavy industrial usage
- Impact damage from machinery
In commercial and industrial environments throughout the GTA, piping systems are often exposed to demanding conditions that increase wear over time.
Common Warning Signs
Property owners and facility managers should watch for:
- Visible cracking around welds
- Rust formation near welded joints
- Fluid leaks
- Pressure loss
- Unusual vibrations
- Discoloration around weld areas
- Repeated maintenance issues
Identifying these signs early can help prevent larger failures and emergency shutdowns.
Why This Happens in Ontario?
Ontario presents unique challenges for piping systems and welded structures.
Freeze-Thaw Cycles
During winter, temperatures can fluctuate significantly. Water trapped in small cracks may freeze and expand, increasing stress on existing welds. Repeated freeze-thaw cycles can gradually weaken welded joints.
Road Salt and Corrosion
Commercial fleets, industrial equipment, and outdoor piping systems are frequently exposed to road salt and de-icing chemicals. These materials accelerate corrosion and can reduce the lifespan of welded components.
Heavy Industrial Use
Southern Ontario remains one of Canada’s busiest industrial regions. Manufacturing plants, warehouses, logistics facilities, and construction projects place constant demands on piping systems and welded assemblies.
Aging Infrastructure
Many commercial and industrial facilities across the GTA continue to operate with aging systems. Over time, welds experience stress from years of service, increasing the likelihood of repairs becoming necessary.
Seasonal Construction Demands
Construction projects in Toronto, Vaughan, Markham, and surrounding areas often operate under tight schedules. Pipe failures during critical project phases can quickly create costly delays if repairs are not completed promptly.
Risks of Ignoring the Problem
Ignoring damaged pipe welds can create serious consequences.
Safety Hazards
Cracked or failed welds can result in leaks, structural instability, or equipment malfunctions. In industrial environments, these issues may create risks for workers and site operations.
Increased Repair Costs
Small defects are generally less expensive to repair than complete system failures. Delaying repairs often allows damage to spread, increasing both labor and material costs.
Production Downtime
Manufacturing facilities and warehouses rely on uninterrupted operations. Pipe failures can halt production lines and affect delivery schedules.
Construction Delays
A failed weld on a construction site may prevent progress on multiple tasks. Delays can impact subcontractors, project timelines, and overall budgets.
Equipment Damage
Leaks and pressure loss can affect pumps, valves, compressors, and connected equipment, resulting in additional repair expenses.
Compliance Concerns
Commercial and industrial facilities may be required to maintain equipment that meets safety and operational standards. Unaddressed weld defects can create compliance issues during inspections.
Which Solutions is Ideal For You?
When pipe weld damage occurs, several options may be available depending on the severity of the issue.
Repair Existing Welds
In many situations, damaged sections can be repaired without replacing the entire system.
Advantages:
- Lower cost
- Faster turnaround
- Reduced disruption
Limitations:
- Not suitable for extensive damage
- May require additional inspections
Full Replacement
Severely damaged piping may require replacement.
Advantages:
- Long-term solution
- Opportunity for upgrades
Limitations:
- Higher cost
- Longer downtime
In-Shop Welding
Some components can be removed and repaired in a welding facility.
Advantages:
- Controlled environment
- Specialized equipment access
Limitations:
- Transportation costs
- Equipment removal required
Mobile Welding Repairs
Mobile welding crews perform 6G pipe repairs directly at the site.
Advantages:
- Minimal disruption
- Faster response times
- Reduced transportation needs
Limitations:
- Weather conditions may affect scheduling
- Site accessibility requirements
Fabrication and Reinforcement
In some situations, reinforcing existing pipe systems or fabricating replacement sections may provide the most practical solution.
When On-site Welding Makes Sense?
There are many situations where on-site welding offers clear advantage over welding shops near you.
Emergency Breakdowns
Unexpected failures rarely happen at convenient times. Mobile welders can respond directly to commercial, industrial, and agricultural sites to address urgent repairs.
Large Industrial Systems
Many industrial piping networks cannot be easily dismantled or transported. On-site welding eliminates the need for extensive disassembly.
Construction Projects
When schedules are tight, transporting components off-site may not be practical. Mobile welding helps maintain project momentum.
Heavy Equipment Repairs
Construction equipment, processing systems, and specialized machinery often require repairs where they are operating.
Farm Equipment During Peak Seasons
For Ontario farmers, equipment downtime during planting or harvest can have significant consequences. Mobile welding repairs can help restore critical equipment quickly.
Structural and Facility Repairs
Pipe supports, industrial frameworks, and connected steel components may require welding work alongside pipe repairs. Mobile welding teams can address multiple issues during a single visit.
What to Expect During the Process?
Understanding the repair process helps facility managers and property owners prepare effectively.
Initial Inspection
The welding team evaluates the damaged area and identifies the cause of the failure.
This may include:
- Visual inspections
- Weld condition assessment
- Material evaluation
- Safety reviews
Repair Planning
A repair strategy is developed based on:
- Material type
- Pipe thickness
- Accessibility
- Operating requirements
- Environmental conditions
Site Preparation
Before welding begins, the area is prepared to ensure safe working conditions.
This may involve:
- Cleaning the weld zone
- Removing damaged material
- Establishing safe access
- Protecting nearby equipment
Welding Operations
During 6G Welding repairs, welders must carefully control:
- Heat input
- Joint alignment
- Weld penetration
- Weld consistency
Because the pipe remains fixed, welders continuously adjust their body position while maintaining quality throughout the weld.
Quality Checks
After welding is completed, inspections verify that repairs meet project requirements.
Checks may include:
- Visual examination
- Dimensional verification
- Surface evaluation
- Additional testing when required
Project Completion
The repaired system is reviewed and prepared for return to service, helping minimize operational disruptions.
Steps to Prevent Future Problems
While not all failures can be prevented, proper maintenance significantly reduces risk.
Schedule Regular Inspections
Routine inspections can identify small defects before they become major failures.
Address Corrosion Early
Remove rust and apply protective coatings where appropriate.
Monitor High-Stress Areas
Pay special attention to:
- Pipe supports
- Connection points
- High-vibration equipment
- Outdoor systems
Maintain Protective Finishes
Protective coatings help shield metal surfaces from moisture and environmental exposure.
Investigate Minor Leaks
Even small leaks may indicate larger underlying problems that require attention.
Prepare for Winter Conditions
Ontario winters can place additional stress on piping systems. Seasonal inspections before freezing temperatures arrive can help identify vulnerabilities.
Work With Qualified Welding Professionals
Complex pipe repairs require experienced welders who understand proper procedures, material requirements, and safety considerations.
Conclusion
Complex pipe weld failures can create significant challenges for businesses, contractors, property managers, and equipment owners across Ontario. Understanding the causes of weld damage, recognizing early warning signs, and addressing issues promptly can help reduce safety risks, minimize downtime, and control repair costs.
Because 6G Welding requires a high level of skill and precision, choosing experienced professionals is critical when repairs involve fixed-position pipe systems. Whether the issue occurs at a construction site, manufacturing facility, commercial property, or agricultural operation, timely repairs often make the difference between a manageable repair and a costly shutdown.
Whether you need emergency welding repairs, structural welding, 6G Pipe Welding Services, or on-site fabrication anywhere in the GTA, working with experienced mobile welders can help reduce downtime and keep your project moving.
Frequently Asked Questions
What makes 6G Welding more difficult than other welding positions?
6G Welding requires welding around a fixed pipe positioned at a 45-degree angle. Because the pipe cannot be rotated, the welder must continuously adjust position while maintaining consistent weld quality throughout the entire joint.
When are 6G Pipe Welding Services typically required?
These services are commonly used in industrial facilities, manufacturing plants, construction projects, processing systems, structural piping installations, and equipment repairs where high-quality pipe welds are required.
Can 6G pipe welding repairs be completed on-site?
Yes. Many mobile welding companies perform 6G pipe welding repairs directly at commercial, industrial, and agricultural sites, reducing downtime and eliminating transportation requirements.
How long do pipe welding repairs usually take?
Repair times vary depending on pipe size, material, accessibility, environmental conditions, and the extent of the damage. Simple repairs may be completed within hours, while complex projects may require additional time.
Are winter pipe welding repairs possible in Ontario?
Yes. Experienced mobile welders can perform many repairs during winter conditions. Additional preparation and weather protection measures may be necessary to maintain weld quality.
How can I tell if a pipe weld needs repair?
Common signs include visible cracks, rust around welds, pressure loss, leaks, unusual vibrations, and recurring maintenance issues. Early inspection can help prevent larger failures.
Is repair always better than replacement?
Not necessarily. Minor damage may be repaired effectively, while severe corrosion or structural deterioration may require replacement. An inspection helps determine the most practical solution.
What industries commonly use mobile welding services?
Industries that frequently rely on mobile welding include construction, manufacturing, transportation, warehousing, agriculture, commercial property management, and industrial operations.