
You lay down a bead that looks clean, the slag chips off smooth, and everything looks solid. Then it fails inspection. Or worse, it passes inspection and fails in the field. If you’ve been welding for any length of time in Ontario, you’ve likely had that sinking feeling. The weld looked right. It felt right. But porosity was hiding inside, and you didn’t catch it until it cost you.
This post is for welders, fabricators, and shop owners across Ontario, from Brampton industrial parks to Sudbury mining contractors, who are tired of losing time, materials, and reputation to a problem that’s largely preventable.
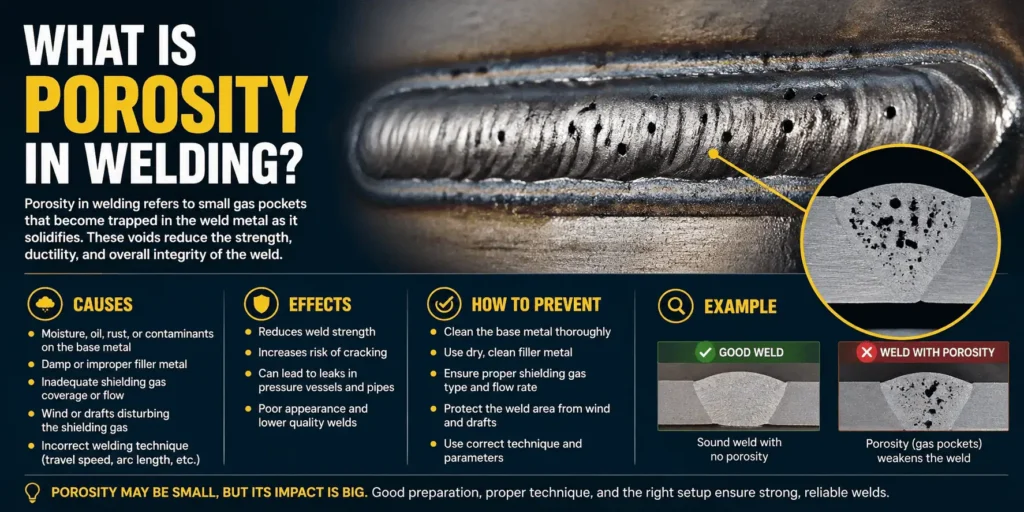
What Porosity Welding Is (And Why It’s So Deceptive)
Porosity in welding is the presence of gas pockets or voids trapped inside a solidified weld. When molten metal cools too quickly, or when shielding gas is disrupted, gases like hydrogen, oxygen, and nitrogen get caught inside the weld pool before they can escape. The result is a weakened weld, sometimes visibly pitted on the surface, but often completely invisible from the outside.
That’s what makes it so dangerous.
There are two main types you’ll run into:
- Distributed porosity shows up as scattered small pores throughout the weld. It’s the more common type and often happens when your gas coverage is inconsistent, something that’s a constant battle in Ontario’s outdoor and semi-outdoor work environments, where wind off the lake or a cold warehouse door left open can wreck your shield gas in seconds.
- Piping porosity (also called wormhole porosity) creates elongated voids running parallel to the weld axis. This is the nastier type. It typically points to a contamination issue, moisture in the base metal, contaminated filler wire, or a flux that wasn’t stored properly. In winter work across Barrie, Muskoka cottage country builds, or any outdoor structural job, this is where fabricators get caught.
The Real Cost of Porosity on Ontario Job Sites
Here’s where it gets expensive.
Say you’re running a mid-sized structural steel shop in Mississauga, 8 to 12 welders, a mix of MIG and flux-core. You’re doing maybe 400–600 linear feet of weld per week across multiple projects.
If porosity rejection rates run at even 3–5% (which is common in shops without a strict contamination control protocol), you’re looking at:
- Rework labour: $80–$120/hour per welder to grind out and redo
- Material waste: Filler wire, shielding gas, and grinding discs on weld runs that should’ve been done once
- Project delays: Especially painful on municipal contracts in Toronto or Markham where penalties for late delivery are written into the agreement
- NDT costs: X-ray or ultrasonic testing on suspect welds runs $150–$400 per test area in Ontario, and if porosity triggers repeated testing, those costs multiply fast
Over a year, a shop with uncontrolled porosity issues can easily lose $15,000–$40,000 in direct costs, not counting the softer damage to your reputation with general contractors who start flagging your shop’s QC record.
Compare that to a shop with a documented contamination control system, regular welder certification refreshers, and proper shielding gas protocols. Those shops report rejection rates under 1%, tighter project margins, and far fewer costly surprises.
The 6 Most Common Causes, And Where Ontario Welders Get Caught
1. Moisture Contamination
This is the number one culprit in Ontario, full stop. Humidity in the summer months around the GTA and along the lakeshore is brutal. Base metals left outside overnight, flux-core wire left open on a humid Friday afternoon, or a shielding gas hose with a slow leak that’s pulling in ambient moisture, all of these seed porosity. Low-hydrogen electrodes (E7018 and similar) are especially vulnerable. If your 7018 rods aren’t stored in a rod oven at 120–150°C and used within 4 hours of removal, you are introducing hydrogen into your welds. This isn’t a maybe, it’s physics.2. Inadequate Shielding Gas Coverage
MIG welding requires a consistent gas envelope around the arc. The moment that envelope is disrupted, a draft, a kinked hose, a worn contact tip creating turbulence, or a flow rate that’s set too high and actually creates turbulence, you get atmospheric contamination. For most MIG applications in Ontario shops, 15–25 CFH is the standard range depending on joint configuration. More is not better. Cranking your flow to 35 CFH trying to compensate for drafts creates its own porosity by causing air entrainment. The fix for wind is a physical windbreak, not higher flow.3. Contaminated Base Metal
Mill scale, rust, paint, galvanizing, cutting oil, and moisture on the base metal surface, all of these are porosity waiting to happen. On renovation and retrofit work in Toronto’s older industrial buildings, you’ll often find steel that’s been through multiple coatings. Proper prep isn’t optional; it’s structural. For carbon steel, a clean bright metal surface is the standard. For galvanized steel, you need to remove the zinc coating at least 2 inches back from the weld zone. This isn’t just about weld quality, zinc fumes are a serious health hazard, and Ontario’s workplace safety regulations under the Occupational Health and Safety Act are clear on exposure limits.4. Incorrect Travel Speed and Technique
Moving too fast doesn’t give gases time to escape the weld pool before it solidifies. Moving too slow overheats the base metal and can cause different contamination issues. For horizontal fillet welds in structural work, most procedures specify a travel speed of 6–12 inches per minute, but that varies by material thickness, heat input requirements, and wire specification. The problem is that technique issues are often invisible in the moment. A welder who’s rushing to keep up with production pace on a Thursday afternoon isn’t thinking about travel speed. This is where process discipline and WPS (Welding Procedure Specifications) documentation earn their keep.5. Wire and Consumable Issues
Flux-core wire that’s been improperly stored picks up moisture in the flux. Solid MIG wire that’s oxidized or has drawing lubricant contamination introduces gas-producing compounds directly into the weld pool. These are consumable quality issues that often get overlooked when shops buy on price alone. In a tight-margin environment like many Ontario fabrication shops face right now, there’s real pressure to buy the cheapest wire. But a spool of wire that costs $30 less and causes even one failed NDT test has already lost you money.6. Inadequate Preheat
In Ontario winters, and we know how those go in Barrie, North Bay, or anywhere north of the 401, welding cold steel without proper preheat is a direct path to hydrogen-induced cracking and porosity. For steels over 25mm or with higher carbon equivalents, preheat isn’t a recommendation; it’s required by most structural welding codes including CSA W59.What Changes When You Actually Control for Porosity
The difference between a shop that treats porosity as a mystery and one that treats it as a manageable process variable comes down to a few concrete practices.
Storage and consumable management means rod ovens are standard equipment, not optional. It means wire spools are resealed between shifts. It means someone in the shop owns incoming material inspection and signs off on it.
Pre-weld prep becomes non-negotiable. Grinding, wire brushing, or mechanical cleaning of the joint area is part of the job sequence, not something that happens “when there’s time.” Shops that build this into their standard work instructions see porosity rates drop significantly within weeks of implementation.
Gas system checks are part of the setup routine. Checking flow rates, inspecting hoses and fittings for leaks, and confirming regulator function takes five minutes and prevents hours of rework. This is especially important in Ontario shops where equipment is moved between indoor and outdoor work, and connections get knocked around.
WPS adherence and welder qualification refreshes keep the technical standard consistent. CSA W47.1 certification means something, but a welder certified five years ago on a different process isn’t automatically qualified for today’s procedure. Shops that run regular internal qualification checks catch technique drift before it shows up in an NDT report.
Post-weld visual inspection as a first screen, not as the only check, but as a first gate, catches surface-breaking porosity before it goes further. Training your welders to inspect their own work and understand what they’re looking for costs almost nothing and catches real problems.
Why 2026 Makes This More Urgent Than Before
Ontario’s construction and fabrication market is under more technical scrutiny than at any point in the past decade. A few forces are converging.
The provincial infrastructure push, transit expansion in the GTA, hospital builds in Hamilton and Kingston, industrial development in the Waterloo Region, is driving demand for structural steel fabrication.
But it’s also bringing more rigorous inspection regimes. Owners and engineers on publicly funded projects are specifying higher NDT requirements and holding fabricators to third-party inspection standards. The tolerance for weld quality issues is getting narrower, not wider.
At the same time, Ontario is in a certified welder shortage. Shops are filling positions with welders who have less experience or who trained on different processes. That means the institutional knowledge that used to catch contamination issues before they became problems isn’t always in the room anymore. Process documentation and contamination control systems matter more when you can’t rely on a 20-year veteran catching things by instinct.
Material costs haven’t come back down to pre-2022 levels. Rework that would’ve been a minor annoyance four years ago now carries a real dollar figure that shows up on project margins.
Who This Approach Isn’t For
If you’re running a small hobby shop in your garage doing one-off projects, the full contamination control protocol described here is overkill. You still need to manage moisture and prep your base metal, but you don’t need a rod oven and a documented WPS for every job.
If you’re primarily doing short, non-structural tack welds on light gauge sheet metal, porosity is unlikely to be your biggest quality concern, and the time investment in a formal protocol may not make sense.
And if your shop is already running well under 1% rejection rates with consistent NDT results, you’re likely already doing most of this, the value here is in the diagnostic framework for when something does go wrong.
Where to Go From Here
If your shop is dealing with recurring porosity issues, the most useful first step isn’t buying new equipment. It’s an honest audit of your contamination control practices, consumable storage, pre-weld prep procedures, gas system condition, and welder technique review.
Many Ontario welding supply distributors and CWB-accredited shops offer technical consultations that will walk through your specific processes and identify where contamination is entering your weld pool. It’s a low-commitment starting point that typically takes an hour and surfaces the two or three changes that will move your rejection rate the most.
If your shop has CWB certification requirements coming up, or if you’re about to bid on a project with stringent NDT requirements, a pre-audit review of your welding procedures and quality system is worth the time now, well before an inspection finds something you didn’t expect.
Wrapping up
Clean welds aren’t an accident. They’re a process. And in Ontario’s current fabrication environment, the shops that treat them that way are the ones winning the work.
Have questions about porosity control or weld quality for an upcoming project? Reach out for a no-obligation consultation, we’re happy to take a look at your current setup and give you a straight answer on where the gaps are.
Frequently Asked Questions
How do I know if my weld has porosity if I can't see it on the surface?
Surface-breaking porosity is easy to spot, you'll see pitting or small holes along the bead. But subsurface porosity is invisible to the naked eye, which is exactly what makes it dangerous. The most reliable way to detect it is through Non-Destructive Testing (NDT). Ultrasonic testing (UT) and radiographic testing (X-ray) are the two most common methods used on Ontario structural and pressure vessel work. For smaller shops or lower-risk applications, a magnetic particle inspection (MPI) or dye penetrant test can catch surface and near-surface defects. If you're bidding on projects governed by CSA W59 or AWS D1.1, the inspection method and acceptance criteria will be spelled out in the project specification, know those requirements before the weld is laid down, not after.
My welder has been doing this for 15 years, why is porosity suddenly showing up on jobs?
Experience matters, but it doesn't immunize a weld against contamination. The most common reason porosity appears in an experienced welder's work is a change in variables they haven't adjusted for, a new batch of wire from a different supplier, a shielding gas cylinder from a different fill station, a new base material with different mill scale or coating, or a seasonal shift (Ontario's humidity in July is a completely different welding environment than February). The other possibility is equipment wear: a gas hose that's developed a slow leak, a worn liner causing wire feed irregularity, or a regulator that's drifting. When porosity shows up unexpectedly in a competent welder's work, start with a systematic check of consumables and equipment before assuming it's a technique problem.
Can I just grind out porosity and reweld, or does it need to go through a formal repair process?
For most structural work in Ontario, a repair weld isn't as simple as grind-and-go. If the original weld was done under a qualified Welding Procedure Specification (WPS), the repair typically needs to follow its own documented procedure, which may require preheat, a specific filler metal, and re-inspection of the repaired area. On CWB-certified fabrication, your quality management system (QMS) should have a non-conformance and repair procedure already written. If it doesn't, that's a gap worth closing before your next audit. Practically speaking, grinding out porosity means removing all affected material, visible and suspected, before rewelding. Grinding over a porous bead and capping it traps the problem rather than fixing it, and it will show up on the next NDT.
Does the type of welding process affect how likely I am to get porosity?
We passed a visual inspection but failed X-ray. How does that happen, and what should we change?
This is one of the most frustrating situations in fabrication, and it happens more often than people admit. Visual inspection only catches what's on or very near the surface. Subsurface porosity, particularly piping porosity running along the weld axis, can be completely invisible visually while still being a rejectable defect under radiographic criteria. When this happens, the starting point is identifying *where* in the weld the porosity is concentrated. If it's consistent across multiple welds or one specific operator's work, that points to a systemic issue, likely contamination at the source (moisture in consumables, a gas system problem, or contaminated base metal). If it's isolated to specific joints or positions, look at technique and procedure variables for those configurations. Going forward, the most effective change is adding a systematic pre-weld checklist, consumable condition, gas flow verification, base metal prep confirmation, so that the variables most likely to cause subsurface porosity are controlled before the arc starts, not discovered after the X-ray comes back.



