Spot welding is a form of resistance spot welding, a part of welding processes that generate heat through the resistance of metal to electrical current flow, rather than through an open arc or flame. The formal designation is RSW (Resistance Spot Welding), governed by AWS C1.1 (Recommended Practices for Resistance Welding) and CSA W55.3 in Canada. Unlike MIG welding or TIG welding, spot welding requires no filler wire, shielding gas, or consumable electrode. The electrodes are copper alloy tips that press the workpieces together and carry the current they are not consumed in the process, though they do wear and require periodic dressing or replacement.
The result is a discrete, lens-shaped weld nugget formed at the faying surface (the interface between the two sheets). A completed spot weld is flush with or slightly indented into the surface, making it ideal wherever a clean exterior is required, such as automotive body panels or kitchen appliance housings.
1. How Does Spot Welding Work?
Spot welding operates through a precisely controlled four-phase cycle:
Phase 1 — Squeeze (Pre-Pressure)
The two copper electrode tips clamp down on the stacked metal sheets with a controlled force, typically 1.5–6 kN depending on material thickness. This force ensures intimate electrical contact and holds the workpieces in alignment. Insufficient squeeze force causes arcing and spatter before welding begins.
Phase 2 — Weld (Current On)
High current — typically 8,000 to 15,000 amperes — flows through the electrodes and across the faying surface for a precisely timed period (usually 8–30 cycles on a 60 Hz supply, i.e., 0.13–0.50 seconds). The electrical resistance at the metal interface generates intense Joule heat (Q = I²Rt), which melts the metal and forms the nugget. The surrounding metal and electrodes remain cooler, confining the melt to the joint interface.
Phase 3 — Hold (Forging)
Current stops but electrode force is maintained. This forges the solidifying nugget under pressure, expelling voids, refining grain structure, and ensuring a dense, strong bond. Hold time is typically 5–15 cycles.
Phase 4 — Off (Release)
Electrodes open and the part is indexed to the next weld location. Total cycle time per spot weld in automotive production is often under one second.
The Role of Electrode Geometry
Electrode tip diameter directly controls nugget size. The AWS/CSA recommended minimum nugget diameter is 4√t (mm), where t is the thickness of the thinnest sheet. As electrodes wear, the tip mushrooms, increasing contact area, reducing current density, and producing undersized or cold welds — which is why electrode tip dressing is a critical part of any production spot welding program.
For a comparison of resistance welding to arc welding processes used in structural applications, see our guide on welded vs. bolted structural steel.
2. Spot Welding vs Other Welding Processes
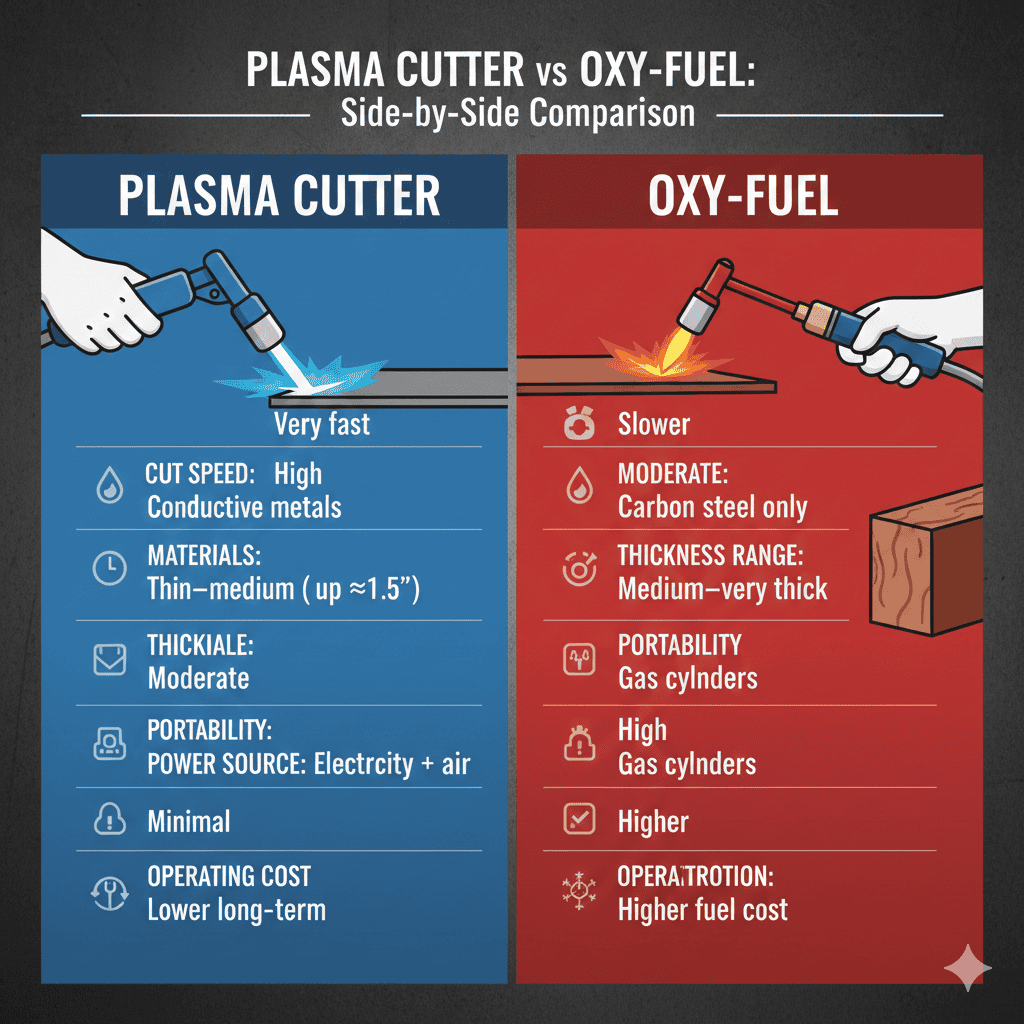
The table below compares resistance spot welding to the arc welding processes commonly used in Ontario fabrication shops and mobile welding applications.
| Factor | Spot Welding (RSW) | MIG (GMAW) | TIG / Stick |
| Process Type | Resistance — heat from current | Arc — consumable wire electrode | Arc — tungsten electrode / Arc — consumable electrode |
| Speed | Very fast (cycles in ms) | Fast | Slow / Moderate |
| Filler Metal | None required | Yes — continuous wire | Yes — hand-fed rod / Yes — coated electrode |
| Weld Appearance | Small nugget, flush surface | Functional bead, some spatter | Clean, precise bead / Rough, flux cleanup needed |
| Best Material | Sheet steel, stainless, galv. | Thick steel, automotive | Thin/exotic metals / Structural steel outdoors |
| Thickness Range | 0.5 mm – 3 mm per sheet | 3 mm and up | 0.5 mm – 6 mm+ / 3 mm and up |
| Skill Required | Low (machine-controlled) | Moderate | High / Moderate–High |
| Equipment Cost | $500–$5,000+ | $300–$2,000 | $700–$4,000+ / $200–$1,000 |
| Shielding Gas | None | Argon/CO₂ blend | 100% Argon / None (flux coated) |
| Portability | Limited — fixed or robotic | Mobile-friendly | Mobile-friendly / Highly portable |
| Common Industries | Automotive, HVAC, appliances | Construction, fabrication | Aerospace, food service / Construction, pipeline |
The key takeaway: spot welding is not a substitute for structural arc welding. It excels in thin-sheet, lap-joint, high-volume production. For structural steel, trailer frames, gates, pipe, or any application requiring a continuous fillet or groove weld, MIG welding, TIG welding, or stick welding is the correct process.
3. What Materials Can Be Spot Welded?
Low-Carbon and Mild Steel
The easiest material to spot weld. Low resistivity combined with good weldability makes it the default material in automotive and appliance manufacturing. Gauge range: typically 0.5 mm to 3.0 mm per layer.
Galvanized and Coated Steel
Widely used in automotive and HVAC because of corrosion resistance. The zinc coating is vaporized during welding, which slightly increases required weld current. Good ventilation is essential — zinc fumes are hazardous. Electrode life is reduced compared to bare steel.Stainless Steel
Stainless steel’s higher electrical resistivity means lower current is needed compared to carbon steel. However, weld time must be carefully controlled to avoid sensitization (carbide precipitation at grain boundaries that compromises corrosion resistance). Our stainless steel welding services cover both RSW and TIG applications for food service, pharmaceutical, and architectural projects.Aluminum
Aluminum’s low electrical resistivity and high thermal conductivity make spot welding significantly more challenging. Very high current is required in a very short time to prevent heat from dissipating before the nugget forms. Modern MFDC (Medium Frequency Direct Current) inverter machines handle aluminum RSW well. Dome-radius electrodes are used rather than flat-face tips.Copper and High-Conductivity Alloys
Generally not suited for conventional RSW because the metal’s resistivity is so low that little heat is generated at the joint. Projection welding or special refractory-tipped electrodes are used when copper joining is required.4. Spot Welding Parameters – The Weld Schedule
A weld schedule is the set of parameters that define a specific spot weld: current, time, force, hold time, and electrode geometry. Getting these right is what separates a strong nugget from a cold weld or a burn-through. The table below summarizes the key variables.
| Parameter | Typical Range | Effect on Weld |
| Electrode Force | 1.5 kN – 6 kN | Controls contact area; too low = spatter, too high = indentation |
| Weld Current | 8,000 A – 15,000 A | Generates heat via resistance; must be calibrated to material thickness |
| Weld Time | 8 – 30 cycles (60 Hz) | Controls nugget growth; too long = expulsion, too short = cold weld |
| Hold Time | 5 – 15 cycles | Forges the nugget under pressure as it solidifies |
| Electrode Tip Dia. | 4 mm – 8 mm | Determines nugget diameter; tip dresses to maintain size |
In production environments, weld schedules are stored in the machine controller and validated through destructive peel tests and cross-section examinations. CWB-certified welding engineers develop and qualify weld schedules to applicable standards, typically AWS D8.1 for automotive or CSA W55.3 for general resistance welding in Canada.
5. Advantages and Limitations of Spot Welding
Advantages
- No filler metal, flux, or shielding gas — lower consumable cost
- Extremely fast — cycle times under one second per weld in production
- Highly repeatable and automatable — ideal for robotic production lines
- Minimal surface distortion — heat is concentrated at the joint interface
- Clean external appearance — flush or slightly indented weld face
- Low operator skill requirement once parameters are set
- Works well on thin sheets where arc processes risk burn-through
Limitations
- Lap joints only — cannot weld butt joints, T-joints, or corner joints
- Limited to thin sheet metal — typically under 3 mm per layer
- Equipment is bulky, expensive, and not easily portable for field use
- Aluminum and high-conductivity alloys require specialized equipment
- Nugget quality cannot be visually confirmed — requires destructive testing
- Electrode wear requires frequent dressing or replacement in production
- Not suitable for structural sections, pipe, or plate welding
For on-site structural, commercial, and industrial welding across Toronto and the GTA — where portability and process flexibility are essential — mobile MIG and TIG welding are far more practical alternatives.
6. Where Is Spot Welding Used? Common Applications
Automotive Manufacturing
Spot welding is the backbone of car body assembly. A modern passenger vehicle body contains approximately 4,000–6,000 individual spot welds. Robotic spot welding guns operate at the rate of one weld per second along automated assembly lines. Every major auto plant — including facilities in Ontario’s auto corridor in Oshawa, Windsor, and Cambridge — relies on RSW as its primary sheet metal joining method.HVAC and Sheet Metal Ductwork
Sheet metal contractors use bench-top and portable spot welders to assemble ductwork sections, plenums, and fittings. The process is fast and produces a joint that is flush with the duct surface, maintaining smooth airflow. Our team regularly supports commercial welding projects involving HVAC infrastructure across the GTA.Appliance and Electronics Manufacturing
Refrigerators, washing machines, dishwashers, server racks, and electrical enclosures all use spot welding to assemble the outer sheet metal shells. The clean, mark-free weld face is essential wherever the metal surface will be painted or powder-coated.Custom Metal Fabrication
Fabrication shops use spot welding for brackets, boxes, frames, and housings where lap joints on thin sheet are required. Minhas custom metal fabrication and steel fabrication services in the GTA handle projects across this spectrum — from one-off custom pieces to small-batch production runs.Agricultural and Industrial Equipment
Sheet metal enclosures on agricultural machinery, guards, covers, and access panels are commonly spot welded in production. For on-site repair and structural maintenance of agricultural equipment in Ontario, our industrial welding team uses MIG and stick welding for field repairs where spot welding equipment cannot be deployed.7. Spot Welding in Ontario — What You Need to Know
In Ontario, resistance welding operations in production environments fall under CSA W55.3 — the Canadian Standards Association standard for resistance welding of steel. Companies performing structural weld work also require CWB (Canadian Welding Bureau) certification under CSA W47.1 or W47.2 for aluminum.
For most residential, commercial, structural, and emergency welding needs across Toronto and the GTA — gates, fences, trailers, structural steel, stainless pipe, aluminum fabrication — portable arc welding is the practical on-site solution. Spot welding, by contrast, is almost entirely a fixed production process.
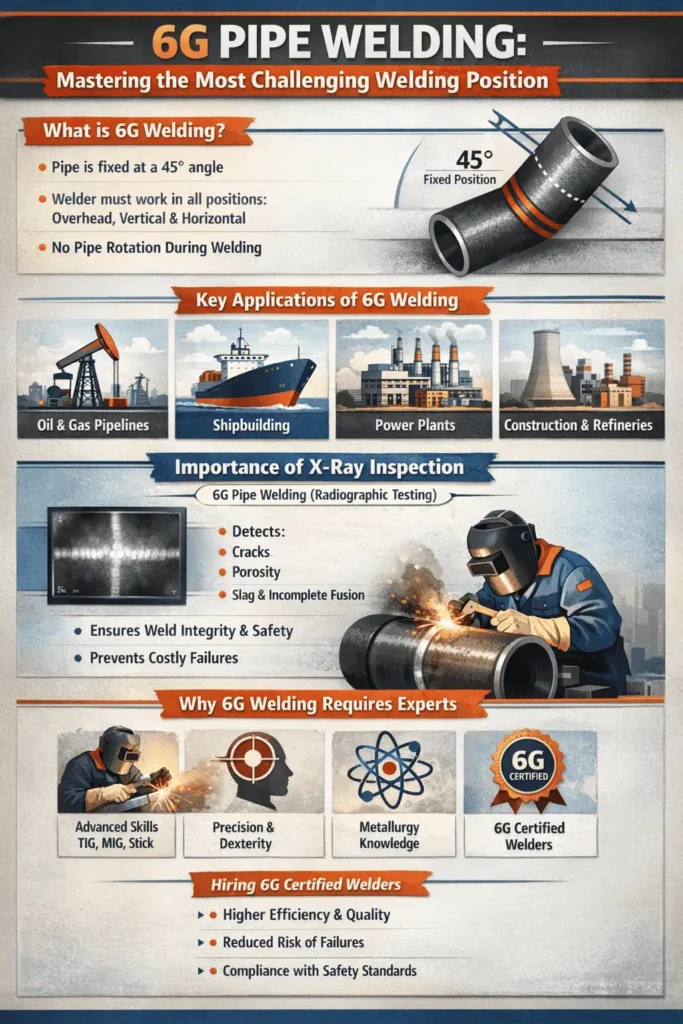
Minhas Mobile Welding has served the Greater Toronto Area for over 25 years with CWB-certified, fully insured welders available 24/7 for emergency calls. Whether your project calls for MIG welding, TIG welding on aluminum or stainless steel, structural welding, or 6G pipe welding, our team brings the right process and equipment to your location.
You may also find these related guides helpful:
- TIG vs MIG Welding
- How to Get a Durable Flux-Core Weld
- 7 Essential Welding Gases for Ontario Fabrication Shops.
Need On-Site Welding in Toronto or the GTA?
Minhas Mobile Welding — CWB Certified · Fully Insured · 25+ Years Experience · 24/7 Emergency Service
MIG · TIG · Stick · Aluminum · Stainless · Structural · 6G Pipe · Trailer Repair · Custom Fabrication
Get a Free Quote → | Call: (905) 699-7699
Frequently Asked Questions
What is spot welding used for?
Spot welding is used primarily to join overlapping sheets of metal, most commonly in automotive body assembly, HVAC ductwork, appliance manufacturing (refrigerators, washing machines), electrical enclosures, and sheet metal fabrication. It is the dominant joining method in car manufacturing because it is fast, consistent, and easily automated.
What metals can be spot welded?
Low-carbon steel and galvanized steel are the easiest and most common materials. Stainless steel welds well but requires higher current and faster weld times to avoid sensitization. Aluminum can be spot welded but requires specialized equipment (MFDC inverter power sources, dome-radius electrodes) because aluminum’s low resistivity demands higher current. Coated and painted steels are generally compatible, though coatings can introduce porosity.
How strong is a spot weld?
A properly formed spot weld on 1.2 mm low-carbon steel can withstand a tensile shear load of roughly 3–5 kN (700–1,100 lbf) per weld. Strength depends on nugget diameter, which should be at least 4√t (where t is the thinnest sheet thickness in mm) per AWS D8.1 automotive standards. A car body assembly may rely on hundreds of individual spot welds working together to achieve structural integrity.
Is spot welding the same as resistance welding?
Spot welding is a specific type of resistance welding. Resistance welding is the broader family, which also includes seam welding (RSEW — a continuous roll of overlapping spot welds), projection welding (raised projections concentrate current), and flash butt welding. All resistance welding processes generate heat through electrical resistance at the joint rather than an open arc.
Can you spot weld at home or on a job site?
Light-duty spot welders are available for home and body shop use, typically operating on 240V single-phase power and suited for sheet metal up to about 1.5 mm per layer. Industrial production spot welding uses three-phase robotic systems with much higher current and force capability. For on-site structural and repair welding in Ontario, MIG or stick welding is more practical than spot welding , spot welding is primarily a controlled production environment process.
What is the difference between spot welding and seam welding?
Spot welding produces discrete weld nuggets at individual points. Seam welding (RSEW) uses rotating wheel electrodes that roll along the joint and produce either a series of overlapping spots or a continuous sealed weld. Seam welding is used when a leak-proof or continuous joint is required, such as fuel tanks, radiators, and exhaust systems.
Is spot welding stronger than MIG welding?
It depends on the application. For thin overlapping sheet metal (under 2 mm), a properly formed spot weld is very strong and adds minimal heat distortion. MIG welding is stronger for thick-section, single-pass, or fillet joints because it produces a continuous fused bead. For structural steel, MIG or stick welding is specified — spot welding is not suitable for structural sections or thick plate.